Nachwuchs !!!
Und zwar bei den Drachen !!! In den letzten Wochen hab‘ ich mich etwas darum gedrückt, den neuen Druck-Kopf für…
Künstlerische Einzelstücke aus Holz, ggf. mit anderen Materialien kombiniert und zum Teil mit diversen Techniken koloriert.

Und zwar bei den Drachen !!! In den letzten Wochen hab‘ ich mich etwas darum gedrückt, den neuen Druck-Kopf für…
Ich habe meine Shop-Seiten im Bereich McGyBeer auf den neuesten Stand gebracht. Ok, mein Drucker ist immer noch nicht startklar…

Was für ein Umbau? Naja, ich habe endlich den neuen Druckkopf bekommen, und um ihn zu montieren sind doch einige…
daß ich jetzt Mittwochs am Vormittag auf dem Wochenmarkt in Neufahrn i.Ndb bin habe ich ja schon geschrieben. Gegebenenfalls kann…

… ja – auch Löffelstiel Auch wenn’s etwas gedauert hat – es gibt wieder Neuigkeiten: Die Schlechte zuerst: Der 3D-Drucker…
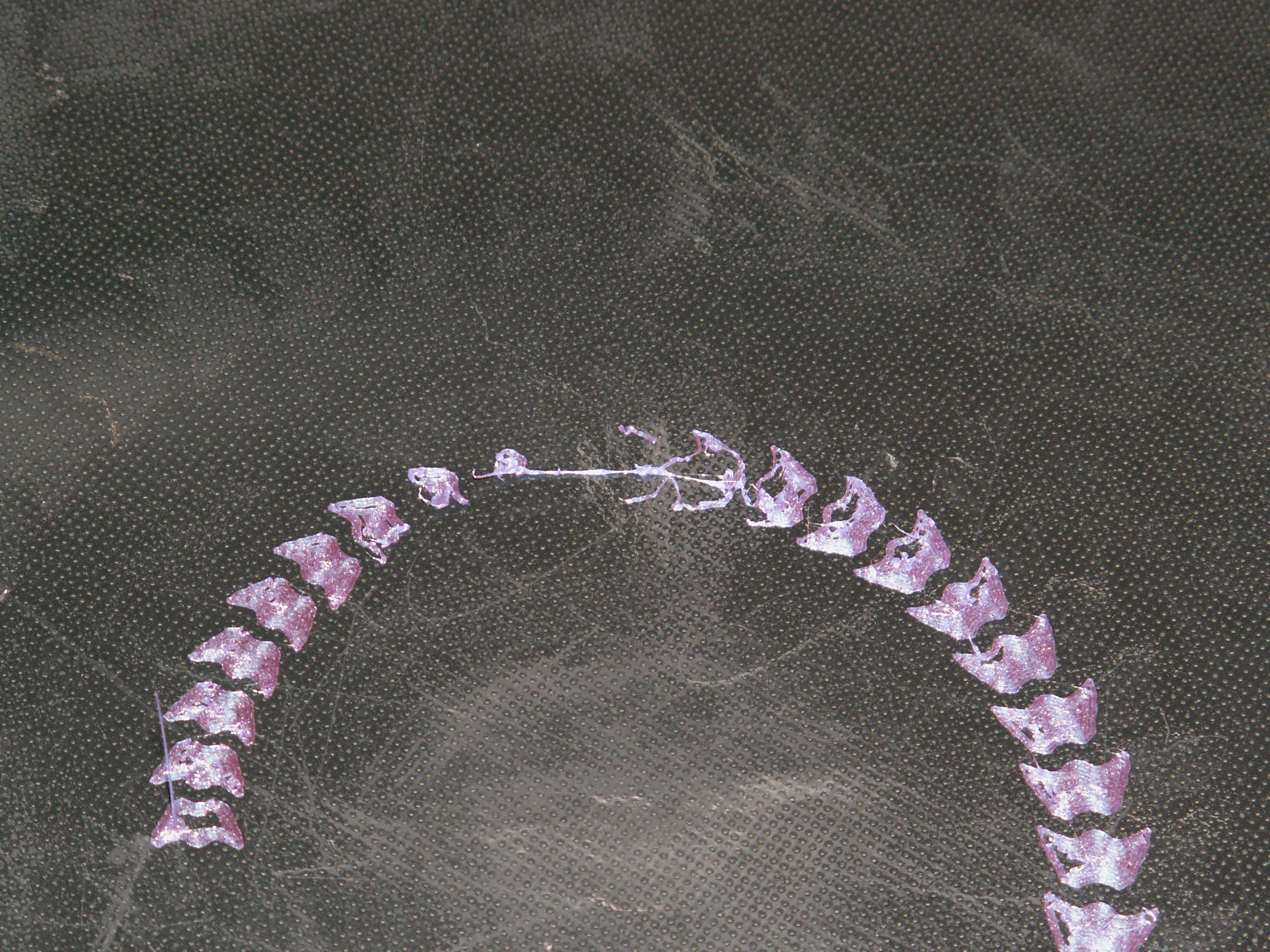
Also – der 3D-Drucker läuft eigentlich schon wieder. Fast. Noch nicht ganz richtig….. Ich versuch’s zu erklären: Der Drucker als…

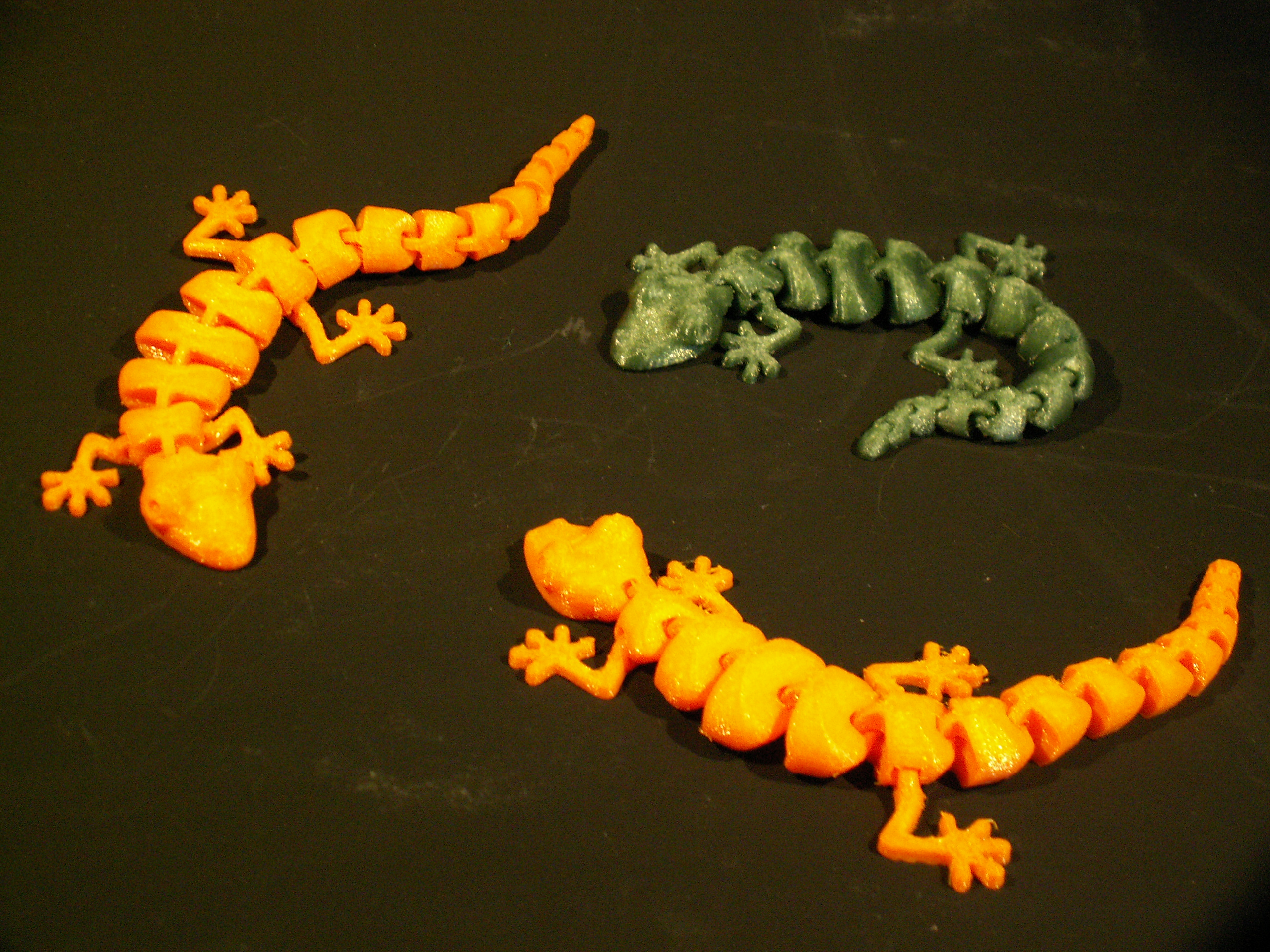
Doch! Aber leider sind nicht alle positiv…. Fangen wir mit dem Positiven an:Ich hatte Euch ja schon Eidechsen und eine…

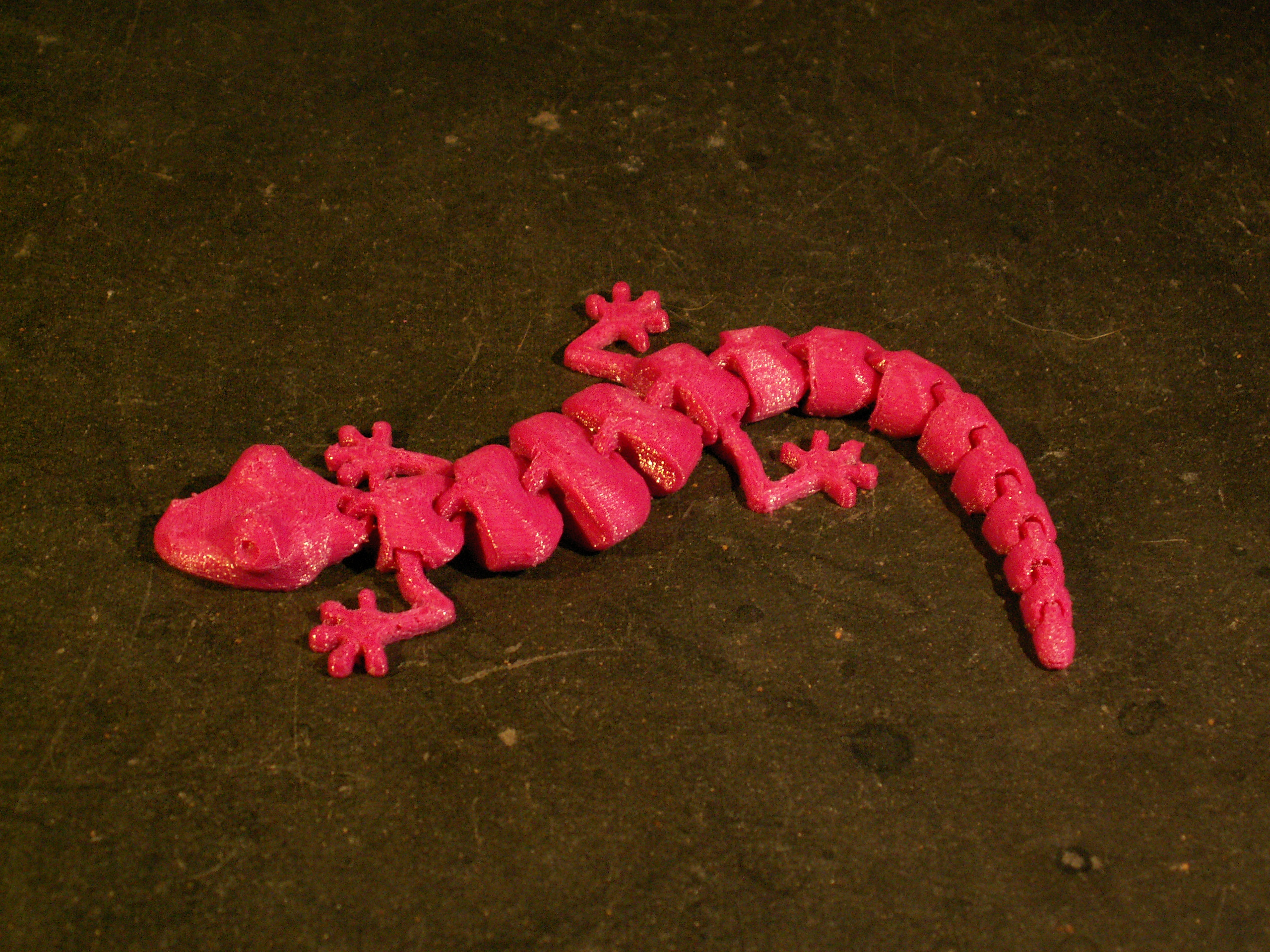
Ein weiterer Druck eines 3D-Modelles von McGyBeer: Violeta – ein Wyrm, auch chinesischer Drache genannt.Körperlänge ca 44 / 45 cm,…

…bis daß die Klappern schlapper klangen ! Eine Druckdatei, die ich diesmal von McGyBeer gekauft habe. Ich finde die Modelle…
Ich habe mich – mal wieder – ein wenig mit 3D-Modellen für den 3D-Drucker aus dem Internet beschäftigt. Dabei sind…